



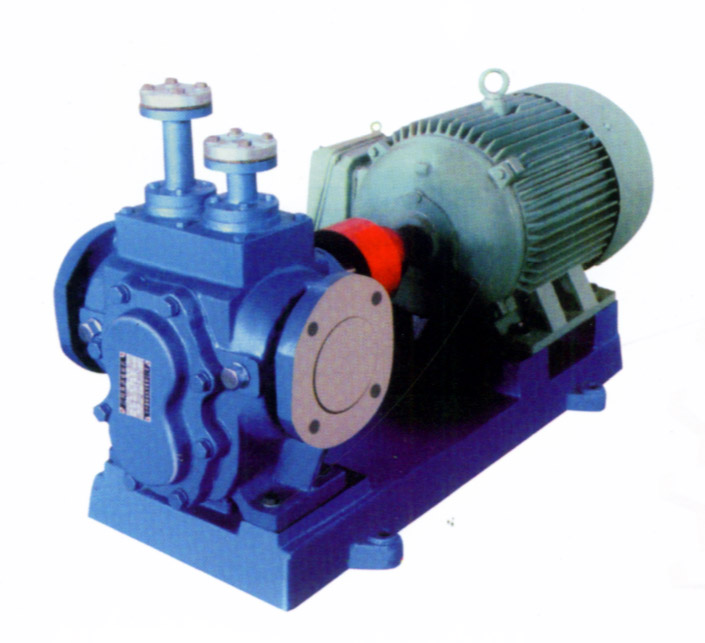




铸铁齿轮油泵壳裂缝焊补
1.在裂缝的两端点钻止裂孔(Φ10),以防焊接中裂缝进一步向外扩展。
2.用手动磨光机在裂缝的位置开坡口,坡口顶宽8-9mm,略成V字形,深32mm,使得能够焊人电焊液。
3.焊接为手工焊,采用Φ3.2专用铸铁电焊条,使用直流电焊机,反接,电流为150A,实施间断焊,即每焊15-20mm电焊缝,停等片刻。在停焊间隙,当焊接熔池凝固后,由白热状态到红热状态时,用小尖锤捶击电焊缝,捶击用力要轻,速度要快,次数要多,使焊缝金属减薄向四周伸长,抵消一些焊缝收缩并减少焊接应力,这样能有效地提高焊缝金属的抗裂性(注意使用的小锤头必须是半径为10mm左右的圆弧形)。待焊接熔池冷到暗红色消失后,再接着焊。
4.对于较长的裂缝,为避免开裂,必须分段焊补。分段的原则是,使首先焊的一段有自由伸缩的可能性。如分三段,应首先焊中间的一段,当此段冷至暗红色消失时,立即施焊另一段,然后焊最后段。
5.施焊前,先对焊缝区进行预热,焊后保温,以降低冷速。预热、保温不仅能提高焊缝金属的抗裂性,而且还有益于降低熔合线附近区域的硬度。
------分隔线----------------------------
相关新闻
上一篇:泰邦介绍沥青保温泵的保温方式
下一篇:泰邦分享-齿轮油泵电机故障维修

